
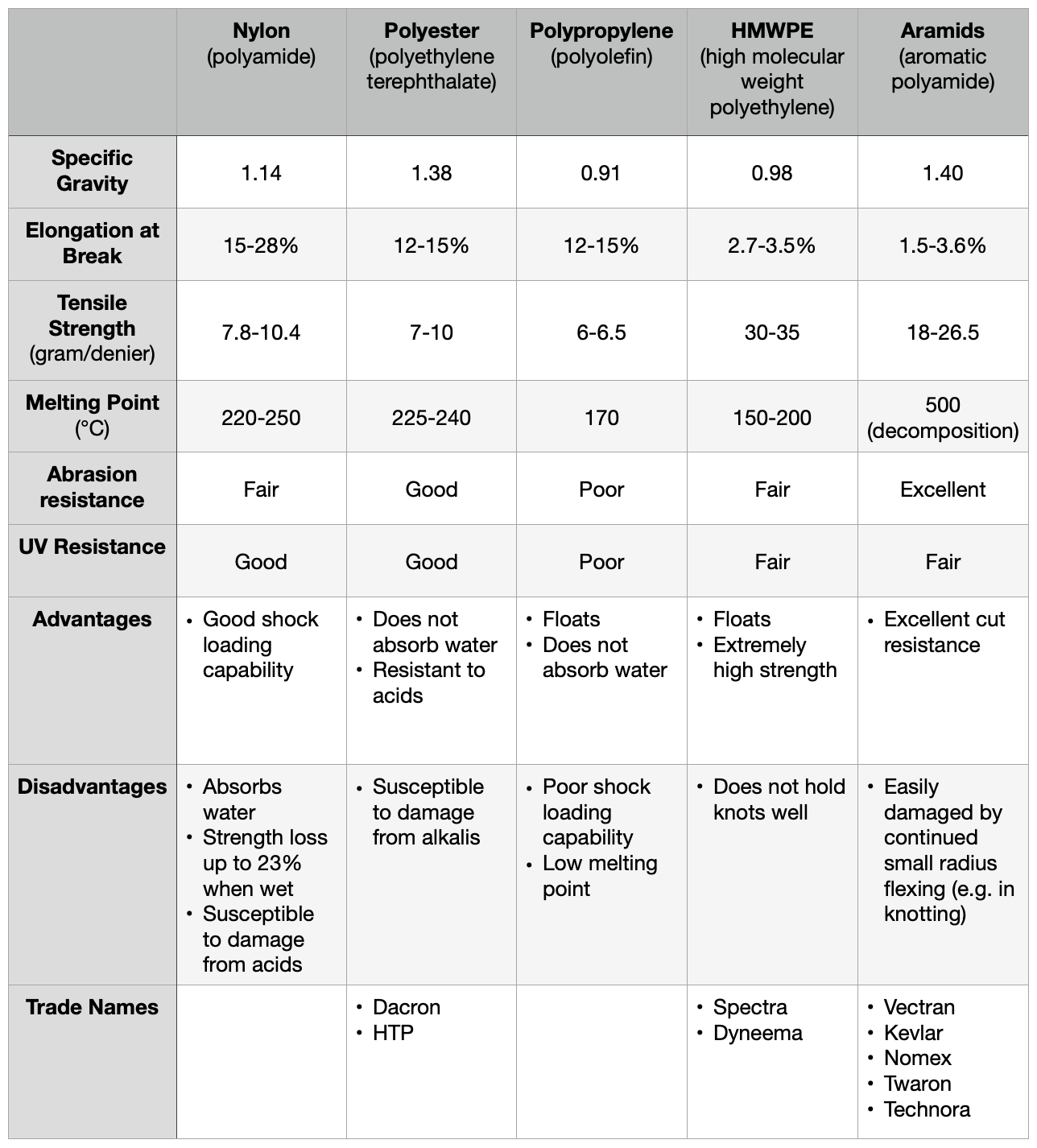
Each rope fibre type has its own unique set of properties which rope manufactures take advantage of when constructing a rope. Ropes with a low specific gravity, such as polypropylene and high molecular weight polyethylene (HMWPE), will readily float in water. Nylon ropes have a higher elongation, or stretch, giving them better shock absorption capacity, but as they absorb water, they lose strength when wet. Aramids have an exceptionally high melting point and will actually decompose at 500°C rather than melt, making them suitable for certain industrial applications.
Rope manufactures may use a single fibre type or a blend of different fibre types to achieve certain properties in their ropes. For example: Sterling HTP is 100% ‘high tenacity polyester’ which provides it with minimal elongation under load and high abrasion resistance; CMC’s G11 Lifeline has a dual fibre construction of a nylon core and polyester sheath; and the 8mm Sterling CanyonLux is composed of 4 different fibre types, giving it a unique set of properties such as excellent durability, the capacity to float and high strength for an 8mm rope.
You’ll often see rope manufactures using fibres such as Dyneema, Spectra, or Technora, which are all just trade names for particular fibres types.
The table below breaks down everything you need to know about the various fibre types to guide you in your next rope purchase. To find out more about the ropes that we recommend for working at heights, technical rope rescue and rope access, visit our equipment pages
14 September 2020
Please note that adequate training and judgment are needed to reduce the risks inherent in the use of this equipment. It is the responsibility of the purchaser to ensure that the user is adequately and competently trained in the use of this product. This article in no way replaces proper training.








